


Makina ghakutozga mpanda wa mkati

Makina ghakuphulika ghakuponyeka pa mtenje wa mkati wa vikumba vya shell ni chipangizo chakupangika mwakujiyimira paŵekha icho chili kupangika mwakupambanapambana kuti chifumiskepo vyakukhalapo, vigaŵa vya oxide, na dzimbiri kufuma ku vigaŵa vya mukati vya viŵiya vyanthena ivi. Ntchito yake yikuru yikukhwaskana na kukwaniska kutozga na kukhozga kwizira mu - speed draits ya media ya abrasive, nga ni kuwombera kwa zitsulo panji kuwombera kwa ceramic.
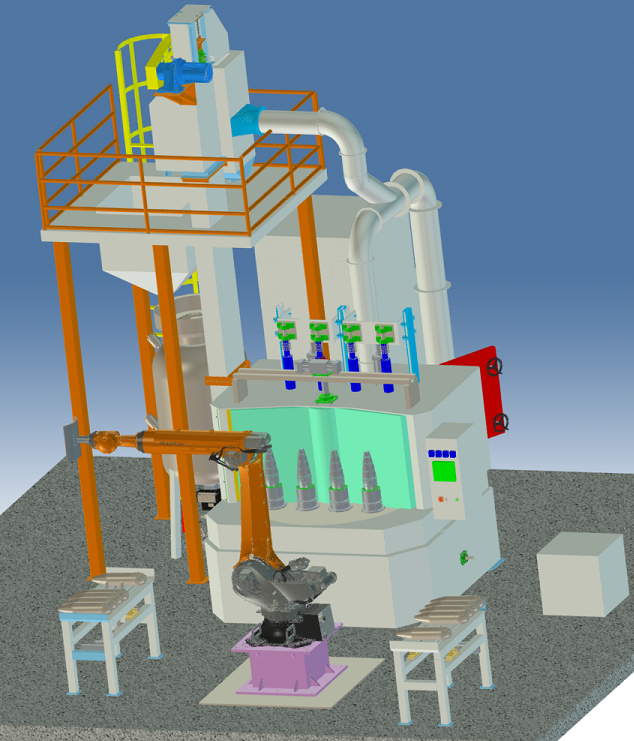
Kulongosora mwakudumura kwa Vinthu Vikuru na Ntchito za Makina gha Kutozga kwa Mkaka na Wakukora Wakukwezgeka .

1. Nthowa Yakusanguluskira Ŵanthu
Kusunga na Chipangizo cha Kupereka
Ntchito: Sitolo yakukhozga (mwachiyelezgero, kuwombera kwa chisulo chambura zimbiri, kuwombera kwa chisulo) na kupereka unandi ku chigaŵa cha kuphulika kwa kuwombera kwizira mu vavu yakulaŵilirika panji ndondomeko ya kupereka, kukhozgera kupanikizgika kwa nyengo zose.
Chipangizo cha Kuchizga
Ntchito: Ŵanthu awo ŵakugwiliskira ntchito vithuzithuzi vyakugwiriskira ntchito kwizira mu vipangizo vyakunyamulira vinthu, vikwekweto vya ndowa, panji ndondomeko ya kuchizga na pneumatic na kuziwezgera ku malo ghakusungirako, kupanga ndondomeko yakujalika - loop kuti yichepeske kutayika kwa vinthu.
Chithunzithunzi cha Kutukula na Kutozgeka .
Ntchito: Kugwiliskira ntchito vithuzithuzi vyakugwedezeka na vigaŵa vya mphepo kuti vipature ma pellet ghakuphwanyika, fuvu, na vinthu vyambura kutowa, kukhozgera kuti vyakupharazga vya abrasive vikugomezgeka na kusunga makora.

2. Kuwombera Nthowa Yakupakira
Chipangizo cha Mkati Wakuphuka .
Chipangizo cha Mathipa cha kunja
Kugwira ntchito: Kufika pa malo ghakupharazgirako ku vigaŵa vyapachanya (60–100 m / s) kugwiriskira ncito matayala ya centrifugal panji nozzles za mphepo zakufinyikizgika na kuzilongozga pa vigaŵa vyose viŵiri vya mukati na vya kuwaro vya chipolopolo, kukhozgera kuti malo ghose ghakuvikilirika.
Multi {‐0}Kusintha kwa Nozzle Nozzle Kusintha kwa Nthowa
Ntchito: Kusintha ngodya ya spray kwizira mu mawoko gha makina panji nozzles zakuzungulira kuti ŵawoneseske kuti ŵatozge makora vigaŵa vyakusuzga vya mkati, nga ni ulusi na mabowo, kuwuskapo malo ghambura kuwona.

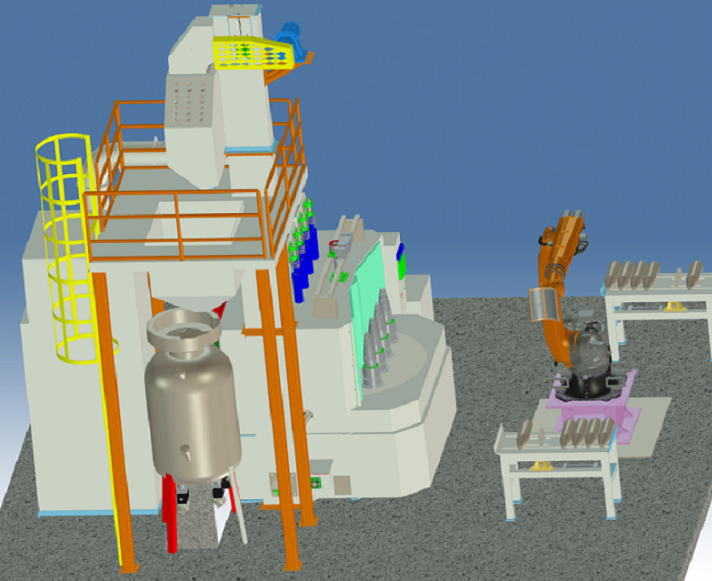
3. Shell Ipotioning na Kunozga Nthowa
Kumanyikwa kwakujiyimira pakwekha na Kutembenuka kwa Mikani
Ntchito: Kusunga chipolopolo cha chipolopolo mwakugwiliskira ntchito vipangizo vya hydraulic panji vya pneumatic na kuvizungulira kuzingilizga axis yake kwizira mu galimoto, kukhozgera kuwonekera kwakuyana kwa mpanda wa mukati ku ndondomeko ya kuphulika kwa kuwombera.
Mzere wa Conveyor (Mtundu wa Mtundu/Roller Conveyor)
Ntchito: Mwakujiyimira paŵekha kunyamulira vikomboli mu na kufumamo mu siteshoni yakugwilira ntchito, kulumikizga ndondomeko ya katundu na kukhizga katundu na kupangiska kuti paŵe kuphatikizgika mu mizere yakupanga vinthu mwakujiyimira paŵekha.
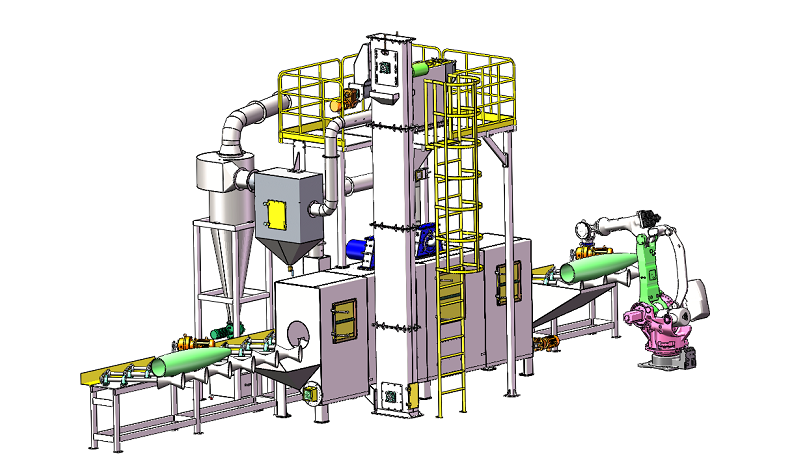
4. Nthowa yakufumiskiramo mafuta na chilengiwa
High{0}}} Kugwira ntchito Kugwira ntchito (Mtundu wa Bag/Kartridge)
Ntchito: Kukopa fuvu la visulo na vinthu vinyake ivyo vikupangika pa nyengo ya kuwombera kwa kuwombera, kukhozgera kuti mphepo zakufumiskika zikukwaniska vigaŵa vyakuvikilira chilengiwa (mwachiyelezgero, PM10 Kuchoko panji kufanana na 20 mg / m3).
Kujipatura kwa phokoso pa
Ntchito: Kuchepeska phokoso la kugwira ntchito (kanandi pasi pa 85 dB), ntheura kusintha malo ghose ghakugwilira ntchito.
5. Nthowa yakulaŵilira
PLC / HMI Kulimbana na malo
Ntchito: Kuzomerezga awo ŵakugwiliskira ntchito kuti ŵaŵike vigaŵa nga ni nyengo yakuphulika, kupanikizika, na msinkhu wa kuseŵera kwa abrasive. Iwo ŵakuwoneseskaso umo vipangizo vikwendera (kuŵeyelera, msinkhu wa kuwombera, kutentha kwa galimoto) ndipo ukukhozgera matenda na alamu.
Nthowa Yakuwonjezera Nthowa zakujiyimira paŵekha
Ntchito: Kuziŵa malo na kutozga malo gha chipolopolo mwakugwiliskira ntchito vithuzithuzi vya magesi panji vyakuchichizga, kusintha kwakusintha kwakusintha pa nyengo yakugwira ntchito.
6. Nthowa zakovwira
Kuvula na Kumazga Chipangizo
Ntchito: Kupereka nkhongono na kuzizima kwa vigaŵa vyakuzirwa nga ni maberingi mu chigaŵa cha kuphulika kwa kuwombera, mwakuti kutambasura umoyo wa ntchito.
Kuvikilira Interlock Devie
Ntchito: Kusazgapo kusintha kwakulongozgera na mabatani ghakukanizga mwaluŵiro kuti vipangizo vijalike pa nyengo ya kunozga na kuleskera ntchito mwangozi.
Ntchito ya Ntchito
Casing ya chipolopolo yikupelekeka mwaŵene mu dongosolo → malo ghakuŵikika na kukhoma → ghakuzungulira mu chipinda cha kuphulika kwa kuwombera.
High {0} }press abrasive media yikuponyeka pa mtenje wa mukati apo ndondomeko ya kuzungulira nyengo yimoza yikuchira, mitundu, na kuzuzga vipharazgo.
Para ŵamalizga kumalizga ndondomeko ya kutozga, ŵapharazgi ŵakulekera kuseŵezeskeka, ndipo ŵakuyifumiska, ndipo chipolopolo icho ŵatozga chikufumiskika mwaŵene.
Mu nyengo yose iyi, ndondomeko ya fuvu yikukhalilira kuti yiŵe yakugwira ntchito kuti yiŵe na malo ghakutowa ghakugwilira ntchito.
Vinthu vyaukadaulo vya Utole Wakufumiskiramo Kutozga Mafilimu Yakufumiskiramo Vipambi .
Military{{0} Grade Precision: Nkhongono ya kutozga makoma gha mukati ghakunyang'amira na kunyang'amira -to -} vyadiameter ratio kufika pa 10, kukwaniska kukhoza kwa pamwamba kwa Ra Less kuluska panji kufanana na 1.6 μm.
Kusintha kwa vinthu: Kukolerana na vinthu vyakupambanapambana, kusazgapo viŵiya vya visulo na aluminiyamu.
Kulima Effect: Nthowa yakuponyera kuwombera yikupangiska kuti nkhongono ya kutopa yiŵe na nkhongono ya kutopa kwa mtenje wa mukati mwa kupangiska kuti paŵe masuzgo ghakufinyikizgika agho ghakujumpha -200 MPa.
Vipangizo ivi vikugwiriskirika nchito comene mu vigaŵa vya ŵasilikari na vya ndege ndipo vikwenera kukolerana na malango ghakukhwaskana na ŵasilikari, nga ni GJB 150A-2009.





